
 Back purging is the process of shielding the inside of the weld with an inert gas to prevent contamination during the welding process, resulting in a stronger weld.
Wikipedia extrapolates on this statement: “Stainless steels, duplex steels, titanium-, nickel- and zirconium- alloys are sensitive to the presence of air, oxygen, hydrogen, water vapour and other vapours and gases that may combine with the hot metal as it is being joined.
Such gases may combine with the metal to form undesirable compounds that may reduce corrosion resistance or may be instrumental in creating cracks or other structural defects in metals.”
The rate of oxidation in metal progresses more rapidly as temperature increases – to a very high level during welding. Back purging prevents this from happening. An inert gas does not undergo chemical reactions and prevents rapid oxidation while the stainless is in a molten state.
Argon, a noble gas, is the most commonly used shielding gas in TIG welding. It offers a very stable arc allowing a skilled fabricator great control over the resulting weld.
As part of the welding process, the welding torch is designed to emit shielding gas to protect the front of the weld. Different cups offer different gas patterns as seen below in a still below from a demonstrative video, but ultimately the goal is to shield the weld from oxidation and the negative effects explained above. This is how you can have a weld that looks great on the outside with the interior of the welding looking much different. To protect the inside of the weld, back purging is necessary – but not always done.
Back purging is the process of shielding the inside of the weld with an inert gas to prevent contamination during the welding process, resulting in a stronger weld.
Wikipedia extrapolates on this statement: “Stainless steels, duplex steels, titanium-, nickel- and zirconium- alloys are sensitive to the presence of air, oxygen, hydrogen, water vapour and other vapours and gases that may combine with the hot metal as it is being joined.
Such gases may combine with the metal to form undesirable compounds that may reduce corrosion resistance or may be instrumental in creating cracks or other structural defects in metals.”
The rate of oxidation in metal progresses more rapidly as temperature increases – to a very high level during welding. Back purging prevents this from happening. An inert gas does not undergo chemical reactions and prevents rapid oxidation while the stainless is in a molten state.
Argon, a noble gas, is the most commonly used shielding gas in TIG welding. It offers a very stable arc allowing a skilled fabricator great control over the resulting weld.
As part of the welding process, the welding torch is designed to emit shielding gas to protect the front of the weld. Different cups offer different gas patterns as seen below in a still below from a demonstrative video, but ultimately the goal is to shield the weld from oxidation and the negative effects explained above. This is how you can have a weld that looks great on the outside with the interior of the welding looking much different. To protect the inside of the weld, back purging is necessary – but not always done.
 Here’s an example of SOUL using back purging during the fabrication process. Our fabricator has plugged the ends of this 991.2 Carrera Cat Bypass Pipe and Argon gas is being pumped from a gas cylinder at a controlled rate through the inside of the piping. It takes some time to displace the ambient air with the inert gas before the welding can begin.
Here’s an example of SOUL using back purging during the fabrication process. Our fabricator has plugged the ends of this 991.2 Carrera Cat Bypass Pipe and Argon gas is being pumped from a gas cylinder at a controlled rate through the inside of the piping. It takes some time to displace the ambient air with the inert gas before the welding can begin.
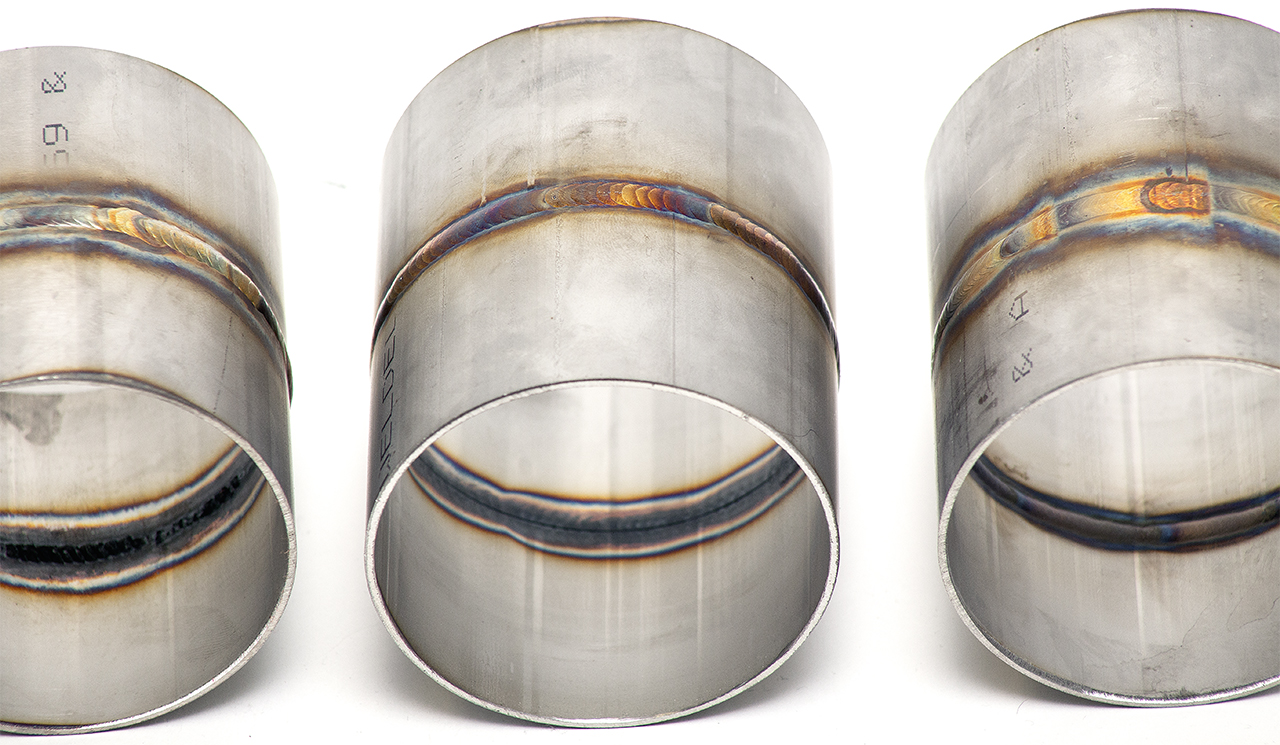
 Now that you’re aware of what back purging is and why it’s done, let’s go over a few examples of different welding scenarios with and without it to give you a better idea of why it is used.
Now that you’re aware of what back purging is and why it’s done, let’s go over a few examples of different welding scenarios with and without it to give you a better idea of why it is used.
Weld 1: Lack Of Penetration (No Back Purging)
 This butt weld shows a lack of full penetration, leaving the root gap exposed. During the welding process this gap can allow for a better, stronger weld. Left unfilled, it can attract moisture and corrode quicker than the rest of the exhaust system. Without full penetration in this butt joint, this is a weak weld with reduced strength – it’s a point of failure. Below is an example of weld that failed from lack of full penetration.
This butt weld shows a lack of full penetration, leaving the root gap exposed. During the welding process this gap can allow for a better, stronger weld. Left unfilled, it can attract moisture and corrode quicker than the rest of the exhaust system. Without full penetration in this butt joint, this is a weak weld with reduced strength – it’s a point of failure. Below is an example of weld that failed from lack of full penetration.
 This weld can result from high amp / low duration settings with no back purging. The blackened surface consists of oxides of chrome, iron, and nickel – effectively the rust resistant properties of the stainless steel are being burnt out of it.
This weld can result from high amp / low duration settings with no back purging. The blackened surface consists of oxides of chrome, iron, and nickel – effectively the rust resistant properties of the stainless steel are being burnt out of it.
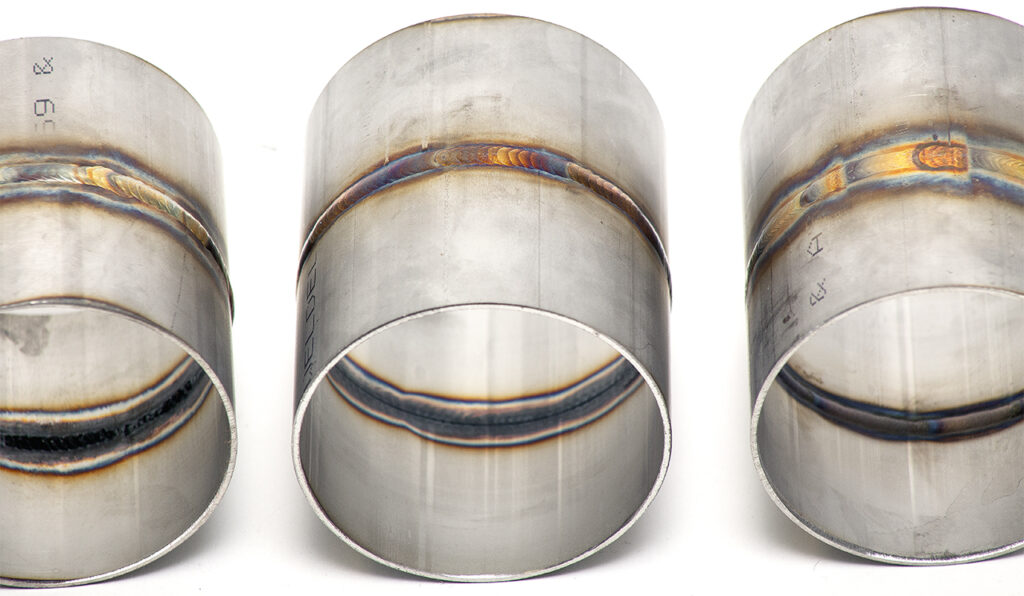
Weld 2: Sugaring (No Back Purging)
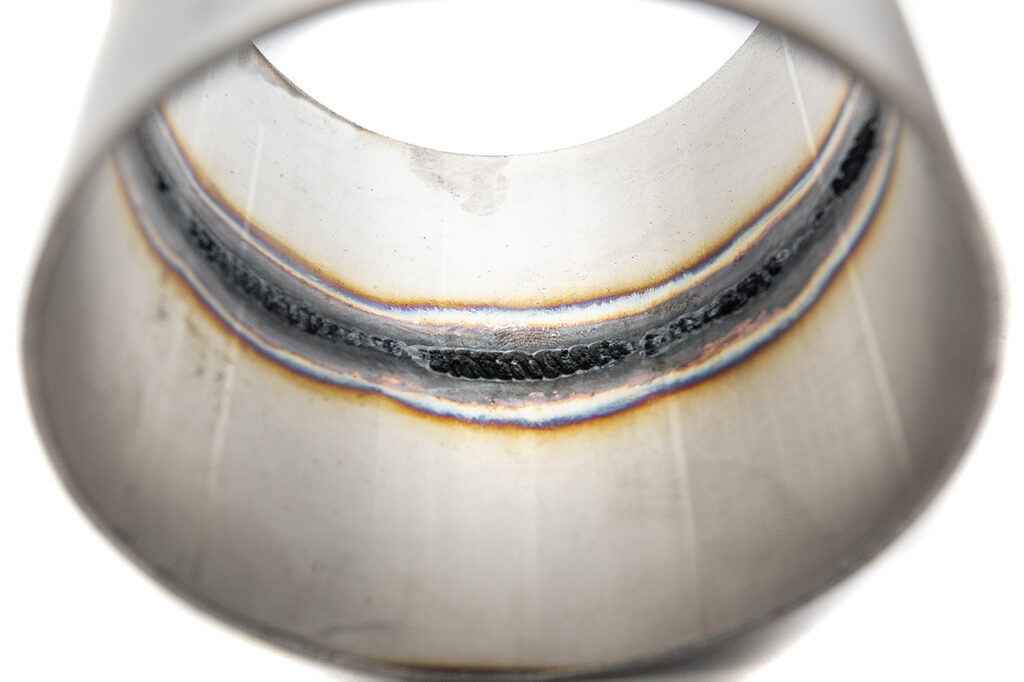 Sugaring / granulation / contamination is extreme oxidation of the back side of a stainless weld. This weld has penetration but is also heavily oxidized due to lack of a shielding gas. While this weld has full penetration it is not as strong as a back purged weld and is also a point of potential rust and / or failure under stress. To a mild effect sugaring also interrupts exhaust flow.
Sugaring / granulation / contamination is extreme oxidation of the back side of a stainless weld. This weld has penetration but is also heavily oxidized due to lack of a shielding gas. While this weld has full penetration it is not as strong as a back purged weld and is also a point of potential rust and / or failure under stress. To a mild effect sugaring also interrupts exhaust flow.
- Sugaring is often a rejectable defect in medical / food industries as the texture can trap bacteria.
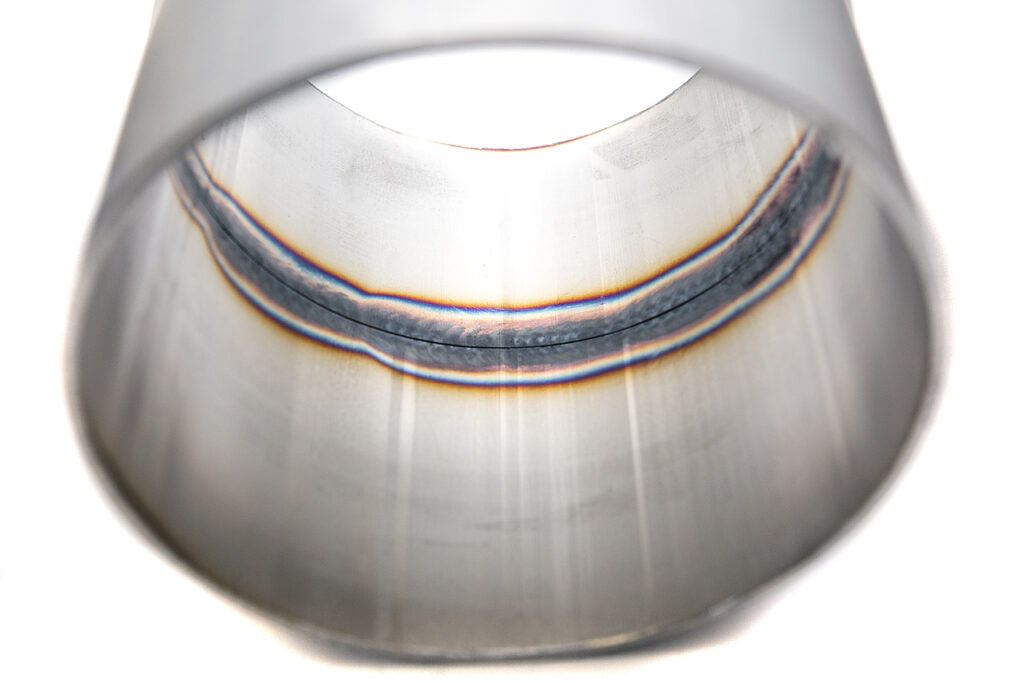
Weld 3: Back Purged Weld
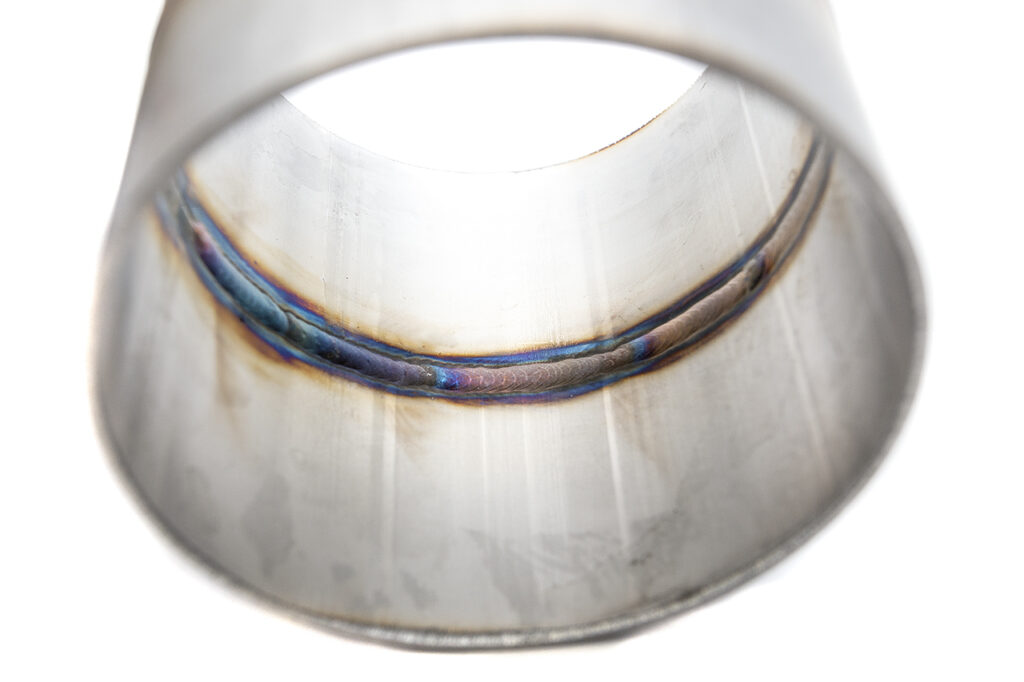 In the end strength, longevity, and minimal impact of flow are the end goals of a back purged weld. This weld was done with the same settings as the weld above but was back purged with Argon. The inert gas prevents burning and contamination for a visibly different weld. There is full penetration with no contamination on the backside. Not only is it beautiful and well done, but it is quite strong.
In the end strength, longevity, and minimal impact of flow are the end goals of a back purged weld. This weld was done with the same settings as the weld above but was back purged with Argon. The inert gas prevents burning and contamination for a visibly different weld. There is full penetration with no contamination on the backside. Not only is it beautiful and well done, but it is quite strong.
Thank you for reading our tech article on back purging!
Questions? Comments? Let us know!
– Mike Spock / Marketing Manager






{kind=link}